Qui trình chung
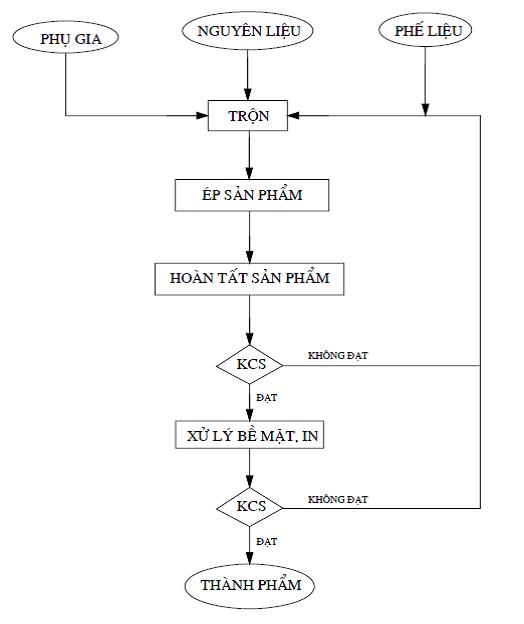
Thuyết minh qui trình công nghệ
Hỗn hợp nguyên liệu bao gồm hạt nhựa, phế liệu, phụ gia sau khi được trộn với một tỉ lệ nhất định (tuỳ các loại sản phẩm khác nhau) sẽ được đưa vào phễu nạp liệu.
Trong khi trục vít quay tròn, nguyên liệu từ phễu nạp liệu rơi vào rãnh vít và được chuyển về phía trước đi vào vùng đốt nóng. Do đầu phun kín nên nhựa lỏng ở đầu trục vít sẽ đẩy vít về phía sau đến một mức độ nhất định thì ngừng lại. Trong qúa trình chuyển dần đến đầu trục vít, do sự gia nhiệt bởi xylanh và nhiệt do ma sát nội và sự trộn lẫn bởi tác động của các dòng chảy trong trục vít nên khối vật liệu bị nóng lên và chuyển dần đến trạng thái chảy nhớt khi đi đến đầu trục vít. Hệ thống thuỷ lực làm việc đẩy vít tiến về phía trước đồng thời tạo áp suất đẩy nhựa lỏng thoát ra đầu phun vào lỗ phun keo và điền vào vùng tạo hình trong khuôn. Sau khi đã lấp đầy vùng tạo hình, áp suất được duy trì không đổi tương ứng với áp suất của vùng nhựa ở đầu vít khi ở vị trí sát đầu phun nhất. Mục đích của việc duy trì áp suất để nhựa trong các rãnh khuôn tăng dần độ nhớt (do quá trình làm nguội) đến đủ giá trị để giữ nhựa trong khuôn không thoát ra ngoài khi có sự chênh lệch áp suất. Đến thời gian cần thiết, vít lùi về sau tiến hành nhựa hoá cho chu kỳ sau. Sau một thời gian sản phẩm định hình trong khuôn, hệ thống thuỷ lực sẽ mở khuôn và đẩy sản phẩm ra ngoài. Sau khi kiểm tra (gọt bỏ phần dư, đuôi keo,..) nếu không đạt sẽ được đưa đi băm làm phế liệu, nếu đạt sản phẩm sẽ được đưa đi xử lý bề mặt và in. Sau khi in nếu kiểm tra đúng theo tiêu chuẩn thì sản phẩm sẽ được nhập kho.
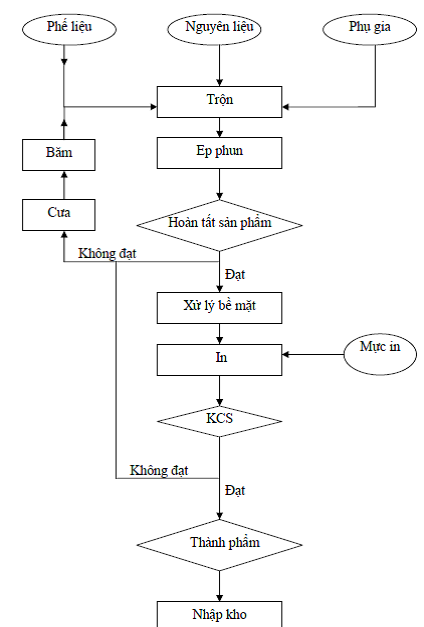
Giới thiệu một quy trình ép phun nhựa nhiệt dẻo: ép két
Qui trình công nghệ sản xuất két
Thuyết minh quy trình sản xuất két
1 Nguyên liệu – phụ gia
Nguyên liệu: hdpe (dạng hạt)
Mã số nhựa: lh6070uv
Chỉ số chảy (MI): 0.1 - 20 g/10 phút
Phế liệu
Là phần phát sinh trong quá trình sản xuất (gọt bavia, sản phẩm hỏng, đuôi keo…).
Tỷ lệ sử dụng từ 0% ÷10%.
Phụ gia
Chất độn: Tacal (có tác dụng làm tăng tỉ trọng của sản phẩm nhựa).
Hàm lượng 20% ÷ 30%.
Dầu gazol: có tác dụng làm tăng độ ẩm trong hỗn hợp nhựa giúp bột màu phân tán tốt trong hỗn hợp nhựa trong quá trình trộn. Hàm lượng 0,37%.
Bột màu: tạo màu cho sản phẩm.
Màu vàng nghệ
Mã số: VL – 40095
Nguồn gốc: Singapore
Hàm lượng: 0,35%
2 Trộn phối liệu
Nguyên liệu, phế liệu và phụ gia được đưa vào thiết bị trộn thùng quay theo công thức phối trộn với các thông số kỹ thuật sau:
Khối lượng mẻ trộn: 200 kg/mẻ
Thời gian trộn: 15 phút
Nguyên liệu, phế liệu và phụ gia được cho vào bồn trộn theo thứ tự nhất định sau.
1 - Hạt nhựa
2 - Phế liệu
3 - Tacal
4 Màu
5 Dầu gazol
3 Quá trình ép phun
Hạt nhựa, phế liệu cùng các phụ gia sau khi được phối trộn đều ở thiết bị thùng quay được đưa vào phễu nạp liệu rồi xuống trục vít. Trong quá trình nhựa hóa, dưới tác dụng nhiệt của điện trở và nhiệt nội ma sát, nhựa chuyển từ trạng thái rắn sang trạng thái chảy nhớt. Trên trục vít được chia làm 3 vùng chính: vùng nhập liệu, vùng nhựa hóa, vùng định lượng.
Vùng nhập liệu: ở gần phễu nạp liệu, tác dụng chuyển nguyên liệu về phía trước đồng thời gia nhiệt cho hỗn hợp nguyên liệu.
Vùng nhựa hóa: ở giữa vít, tiếp tục gia nhiệt và nén ép nguyên liệu lỏng, đưa nguyên liệu về phía trước.
Vùng định lượng: dùng để xác định chính xác khối lượng nguyên liệu cần chuyển vào khuôn.
Trong các giai đoạn nhập liệu, nhựa hóa, định hướng trục vít quay chuyển khối vật liệu qua các giai đoạn trên cho đến khi lượng nhựa được chuyển vào khuôn là đủ. Sau khi lượng nhựa trong khuôn đã đủ sẽ chuyển sang quá trình đúc sản phẩm. Trong quá trình đúc sản phẩm trục vít chuyển động tịnh tiến (dưới tác dụng của xylanh bơm thủy lực). Quá trình đúc sản phẩm bao gồm các giai đoạn sau:
Giai đoạn điền đầy
Giai đoạn nén và duy trì lực nén
Quá trình làm nguội được tiến hành song song trong quá trình định hình sản phẩm. Khi thời gian làm nguội đã đủ, khuôn mở, lấy sản phẩm ra ngoài. Khuôn đóng để tiếp tục chu kỳ tiếp theo
4 Hoàn tất sản phẩm
Sản phẩm sau khi ép được công nhân cắt bỏa bavia và đuôi keo đồng thời kiểm tra sơ bộ chất lượng sản phẩm (hình dáng, trọng lượng, màu sắc, khuyết tật…). Sản phẩm nếu không đạt yêu cầu sẽ được cưa, băm nhỏ. Sau khi băm, phế liệu sẽ được sàng lọc qua lưới (loại lưới 10 ly) rồi đem phối trộn với nguyên liệu nhựa cùng phụ gia ở công đoạn trộn phối liệu.
5 Xử lý bề mặt – In
Xử lý bề mặt
Sản phẩm sau khi được cắt gọt bavia hoàn tất được chuyển qua băng tải có pét lửa để xử lý bề mặt trước khi in.
Tốc độ băng tải: 1 phút 23 giây / vòng băng tải (tương đương 0.3 m/s).
Khoảng cách mặt két với pét khè lửa là 10 ÷15 mm.
Ngọn lửa: màu xanh (ngọn lửa được điều chỉnh sao cho khi qua lửa mặt két phải mờ đều và không bị sọc)
Thời gian qua lửa: 1,5 s / mặt két (không tính thời gian dừng)
Thời gian in: 3s / mặt két (không tính thời gian dừng)
Sản phẩm sau khi được xử lý bề mặt phải đạt yêu cầu sau: hai mặt két sau khi xử lý bề mặt phải không được sọc.
In
Sản phẩm sau khi được xử lý bề mặt sẽ được để nguội rồi chuyển sang công đoạn in.
Pha mực in
|
Thành phần
|
Ký hiệu
|
Mã số
|
Nguồn gốc
|
Tỷ lệ
|
|
Mực đỏ
|
Red – R100 (SSI)
|
56147
|
Singapore
|
|
|
Mực xanh
|
Blue – B100 (SSI)
|
87180
|
Singapore
|
|
|
Dung môi
|
Sico Screeinks
|
783 (12)
|
|
|
|
Chất đóng rắn
|
Uni-Epoxy catalyst 54C-191
|
17787
|
|
≈20%
|
Sản phẩm sau khi in phải đạt những yêu cầu sau:
Màu mực in: đúng theo màu của mẫu chuẩn
Nét in: không bị lem
Độ chồng khít của hai màu mực (xanh, đỏ): đạt yêu cầu.
Độ bám dính mực trên nền két: đảm bảo không bị tróc.
Chú ý:
Kiểm tra độ bám dính của mực in: 24h sau khi in.
6 Kiểm ta chất lượrng sản phẩm
Ngoại quan
Không co rút.
Không trầy xước trên hai bề mặt sản phẩm.
Không dính dầu, nhớt, vết bẩn.
Không có vết chấm đen.
Không có dính màu khác.
Bavia: sản phẩm phải được gọt sạch ở các góc cạnh, trên bề mặt sản phẩm.
Trọng lượng: 1,3 kg ± 10 g
Hình dạng – kích thước: đúng theo bản vẽ.
Kiểm tra tính năng: thử khả năng chịu va đập của sản phẩm, nếu sản phẩm không bị nứt, các vách không bị rách thì đạt yêu cầu.
7 Nhập kho