Công ty TNHH hóa chất xây dựng Phương Nam cập nhật đơn giá nhân công trên ngày thợ hàn, thợ hồ trong năm 2019 :
Bảng giá lương nhân công thợ xây dựng chính (xem và quản lý công trình): 480.000 – 550.000 VNĐ. Trong thi công xây dựng nhà phố, biệt thự thì người thợ này được gọi là cai. Người có trình độ trung cấp xây dựng dân dụng trở lên.
Bảng giá lương nhân công thợ xây dựng lành nghề trong công trình: 440.000 – 460.000 VNĐ. Là nhân công có thể làm mọi việc từ thi công xây dựng phần thô, đóng coppha tại các vị trí khó như là cột, dầm, sàn.
Bảng giá lương nhân công phụ xây dựng lành nghề trong công trình: 350.000 – 370.000 VNĐ. Là nhân công phụ trộn hồ, đưa vật liệu thi công xây dựng từ phần thô cho đến hoàn thiện công trình nhà phố, biệt thự cho thợ xây dựng lành nghề.
Bảng giá lương nhân công thợ thợ sắt lành nghề trong công trình: 440.000 – 460.000 VNĐ.
Công ty TNHH hóa chất xây dựng Phương Nam giới thiệu các phương pháp thi công hàn và các dạng liên kết hàn cho xây dựng hoàn thiện xây thô phần cửa công trình nhà phố, biệt thự.
Sự nối ghép các bộ phận của kết cấu thép bằng hàn chủ yếu dựa trên nguyên tắc của sự tạo thành mối nổi toàn khối nhờ sự liên kết giữa các nguyên tử ở mối hàn.
uii điểm chính của liên kết hàn là: độ bền và dạ cứng cao, khànăng nối các bộ phận trực tiếp không cần các chi tiết phụ và lò (khác với lìèn kết đinh lần và liên kết bulòng), đơn giản về hình thức kết cấu (dạng cấu tạo), có khả năng cơ giđi hữá và tự động hoá quá trình hàn. Nhược điểm của liên kết hàn là: sàn phẩm bị biến dạng do sự co ngót của mối hàn, có ứng suất dư ở kết cấu và trong một số trường hợp dẫn đến tăng độ giòn của thép. Ảnh hưởng của những nhược điểm này có thể giảm nhờ thiết kế chuẩn xác liên kết hàn và vì thế, hiện nay hầu như tál cả các kếỉ cấu thép đều được chế tạo với liên kếỉ hán.
Phương pháp hàn hoàn thiện phần cửa nhà phố, biệt thự
Để liẻn kết kết cấu thép tốt nhất là áp dụng hàn hồ quang diện bằng que hàn nóng chảy. Phân loại phương pháp hàn hồ quang điộn chủ rõ trên hình 4.1.
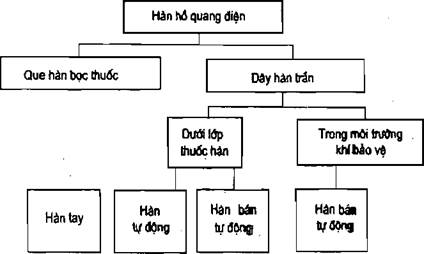
Phân loại phương pháp hồ quang điện
Hàn hồ quang điện bằng tay là dạng hàn thà công và chậm nhất. Khi áp dụng nó, mối nối hàn nhận được có chất lượng thấp hơn so với khi hàn bằng phương pháp cơ giới hoá. Tuy nhiên, nó vẫn được áp dụng khá phổ biến nhờ tính vạn năng: có thể tiến hành hàn ở vị trí bất kì. Hàn hổ quang tay thưởng hay được áp dụng khi lắp ráp kết cấu thép.
Hàn tự động và bản tự động duới lớp thuốc hàn. Đặc điổm của nó là hồ quang hàn chảy giữa dày hàn (que hàn) và vật phẩm hàn dưới lớp thuồc hàn (chất trợ dung) đặc biét. Ở chỗ hàn, thuốc hàn được đồ xuống trưốe. Cung lửa hàn làm nóng chảy đây hàn, kim loại cơ bản và thuốc hàn. Chậu hàn nhân được có hình dạng dài và sâu hơn. Theo lốc dở hàn, môi hàn được tạo thành, đóng kín bởi lớp xỉ, lớp xỉ này sau khi nguội dề dàng bong ra để lộ bê mặt mối hàn.
Ưu điểm của hàn dưới lớp thuốc hàn là hiệu suất cao, và chấ! lượng mối hàn tốt. Nhược điểm là thi còng mối hàn chỉ ở vị trí phía dưới (do sự mở rộng chậu hàn cùng với kim loại nóng chảy) điều này hạn chế việc áp dụng nó, đặc biệt là khi lắp ráp kết cấu kim loại. Hiện nay phổ biến rộng răi là hàn bản tự động bằng "đây hàn dạng bột" là băng thép cuộn trong ống, bên trong nó ép thuốc hàn.
Hàn trong môi trường khi bảo vệ là phương pháp hàn bản tự đông bằng đây hàn nóng chảy. Đây hàn và khí cacbonic tự động đi theo ống mếm tới đầu hàn. Khí cacbonic đẩy không khí ra khỏi vùng chảy của cung lửa và bảo vộ kim [oại nóng chảy khỏi tác dụng của oxi và nitơ. Hàn trong khi cacbonie có một số ưu việt so với hàn dưới lớp thước hàn: không cần thiết bị để hãm chận thuốc hàn và đo đồ có thể hàn ở vị trí bất kỳ trong không gian, đảm bảo được độ hàn sâu và hiệu suất hàn cao (cao hơn 15 - 20% so với hàn bản tự động dưói lớp thuốc hàn). Nhược điểm của hàn trong môi trường khí cacbonic là khả năng dẩy khí ra bằng gió làm giảm tác dụng bảo vệ của khí và làm kém đi chất lượng của mối hàn.
Dạng liên kết hàn
Mối nối hàn có thể là:
Đối đầu (giáp mối) - các chi tiết hàn được nối đối đầu với nhau và chỗ nối chúng được nấu chảy bằng mối hàn.
Ghép chồng - một chi tiết được đăt trên chi tiết khác và được hàn với nhau theo mép rièng hoặc theo toàn bộ đường viền (chu vi) của mối nối.
Liên hợp - các chi tiết được hàn đối đầu và để tăng cường, hàn thêm bản táp ghép chổng.
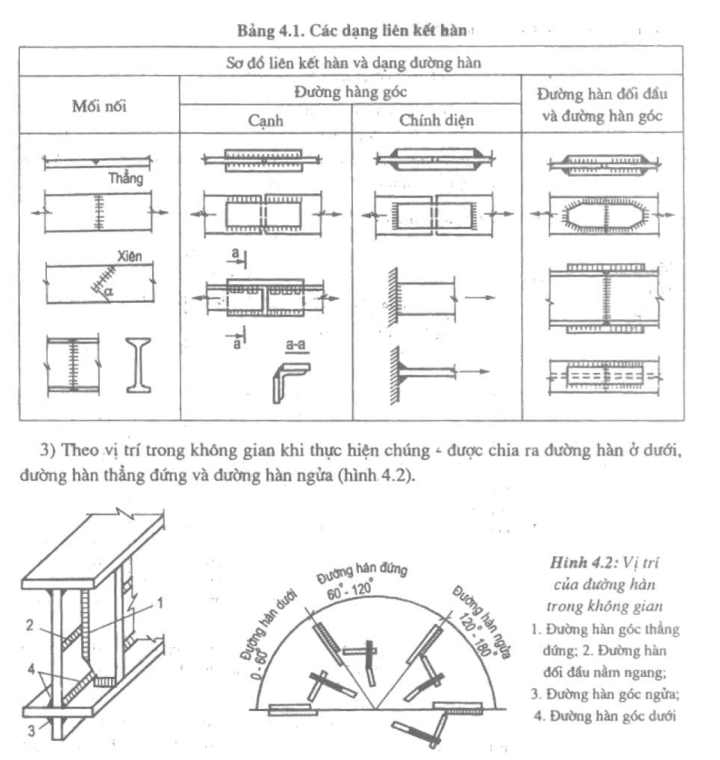
Sơ đồ của những mối nối hàn điển hình nêu ở bảng 4.1.
Đường hàn ở mối nối được chia ra thẹo một số dấu hiệu:
Theo kết cấu của đường tràn - thành diỉrờng hàn đối đầu và đường hàn góc. Nếu ứng lực tác dụng dọc theo đường hàn góc, thì nó được gọi là đường hàn góc cạnh, nếu lực tác dụng ngang với đường hàn góc thì gọi là đường hàn góc chính diện;
Theo công dụng - chia thàhh dường hàn chịu lực (để truyén ứng lực) và đường hàn cấu tạo (để liên kít);
Theo đô choán (đô dài) - chia thành đường hàn liên tục và đường hàng gián đoạn;
Theo sổ lớp hàn đặt chồng lên nhau khi hàn chia thành đường hàn một lớp (một hành trình) và đường hàn nhiểu lớp (nhiều hành ưình);
Theo nơi thi công - chia thành đường hàn nhà máy và đường hàn lắp ráp;Theo hình dạng đường hàn khi hàn có gia công mép (xem bảng 4.3) - chia thành đường hàn chữ V, đường hàn chữ X, đường hàn chữ K va đường hàn chữ U.
Mép của các vật phẩm hàn được gia công khi chiều dày kim loại lớn để có thể thực hiện mối nối liển khối.