Liên kết là phần quan trọng của kết cấu thép, vì từ thép hình, thép bản muốn tạo thành những cấu kiện hay một kết cấu, thi công xây dựng một công trình nhà kho, nhà xưởng ta phải dùng liên kết. Những liên kết thường được sử dụng trong kết cấu thép là liên kết bulon, liên kết đinh tán và liên kết hàn. Liên kết bulon và liên kết đinh tán thuộc loại liên kết cơ học. Liên kết hàn được tạo thành do quá trình hoá học và luyện kim.
Liên kết bulon và liên kết đinh tán có tính công nghiệp hoá cao, tốc độ thi công nhanh, nhất là liên kết bulon. Nhưng liên kết bulon chịu tải trọng chấn động kém. Liên kết đinh tán thi công chậm hơn vì một đầu đinh phải tán tại hiện trường. Loại này chịu tải trọng chấn động tốt. Hai loại liên kết này được sử dụng rộng rãi trong kết cấu thép.
Trong phạm vi công trình nhà kho, nhà xưởng, Phương Nam giới thiệu những công trình xây dựng dân dụng bình thường. Trong các công trình này, giá trị liên kết hàn được dùng phổ biến.
Liên kết hàn
Trong thi công xây dựng thì liên kết hàn cho công trình nhà kko, nhà xưởng có giá trị thi công và ưu điểm hơn so với liên kết bulon và liên kết đinh tán :
Tiết diện thép cơ bản không bị khoét lỗ nên tiết kiệm được từ 15-20% khối lượng thép và tiết kiệm được 20% nhân công chế tạo.
Tại chỗ liên kết kín nên về hình thức đẹp. Bên cạnh đó nó cũng có các nhược điểm:
Khó kiểm tra chất lượng vì tại vị trí liên kết kín.
Quá trình hàn là quá trình đốt nóng và nguội đi một cách cục bộ nên sinh ra ứng suất cục bộ. Trong quá trình hàn, kim loại tiếp xúc với ôxy và nitơ trong không khí làm cho đường hàn bị dòn.
Các phương pháp hàn
Hai phương pháp hàn thường sử dụng: hàn hồ quang và hàn xì.
Hàn hồ quang điện được chia ra hai loại: hàn tay và hàn tự động
Hàn hồ quang điện
Về nguyên tắc, phương pháp này dùng nhiệt độ cao của ngọn lửa hồ quang điện đốt nóng chảy thép cơ bản (bản thép cần được hàn) và que hàn thành tinhư thể lỏng hoà vào nhau, khi nguôi đi tạo thành đường hàn (hình 6. 1).
Theo cách di chuyển que hàn, hàn hồ quang điện chia thành ba loại:
Hàn thủ công (hàn tay hồ quang điện)
Hàn tự động (hàn máy): Máy hàn di chuyển tự động trên ray.
Hàn nửa tự động : Người thợ di chuyển máy hàn.
Hàn tự động, bán tự động chỉ thích hợp với các đường hàn dài, thẳng hoặc độ cong nhỏ. Nguyên lí làm việc của hàn hồ quang điện.
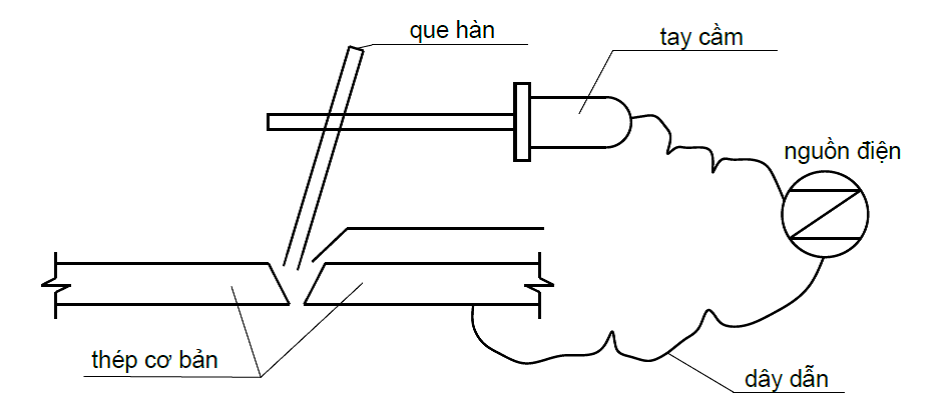
Hàn hồ quang điện
Dùng que hàn và thép cơ bản làm hai điện cực nối với nguồn điện (một chiều hoặc xoay chiều). Dùng tay cầm điều khiển que hàn, ban đầu dí sát vào thép cơ bản, sau đó tách ra từ 1-2mm sẽ sinh ra hiện tượng phóng điện tạo thành hồ quang. Hồ quang lúc đầu nhỏ, sau to dần và liên tục do không khí ở xung quanhư bị đốt nóng. Khi hàn cần đảm bảo khoảng cách cố định giữa thép cơ bản và que hàn, đồng thời di chuyển đều que hàn dọc theo đường hàn.
Để tăng nhiệt độ chỗ hồ quang và đảm bảo an toàn cho người hàn, khi hàn dùng máy biến thể để giảm điện thế giữa hai cực xuống còn 15-60V và tăng cường đồ dòng điện từ 200-500A. Cường độ dòng điện cao, tốc độ hàn càng nhanh, rãnh hàn chảy càng sâu. Kim loại từ que hàn rơi vào dới dạng từng giọt do xung quanhư hồ quang có từ trường.
Hàn xì
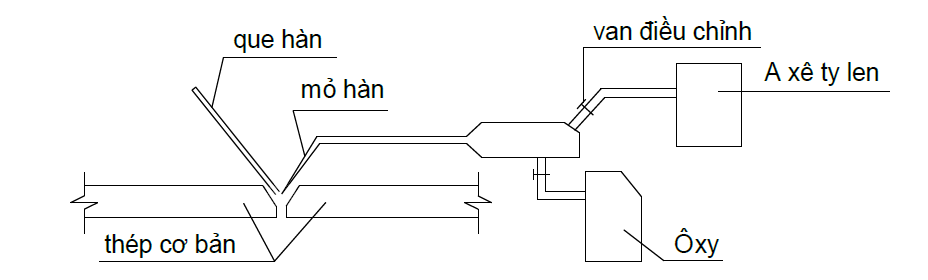
Hình 6. 2 thể hiện sơ đồ và phương pháp hàn xì (hàn hơi).
Giá trị của phương pháp thi công hàn xì cho các kết cấu nhà kho, nhà xưởng là dùng nhiệt độ cao của hỗn hợp khí ôxy – axetylen khi cháy tạo thành để đốt nóng chảy thép cơ bản và que hàn để tạo nên đường hàn. Ngoài việc hàn kim loại, có thể dùng để cắt kim loại.
Hàn xì
Que hàn
Que hàn có hai loại: que hàn trần và que hàn có thuốc bọc.
Que hàn trần (không thuốc bọc) là những đoạn thép tròn dài 30cm. Khi hàn hồ quang cháy trực tiếp trong không khí, ở nhiệt độ cao kim loại tác dụng với ôxy và nitơ trong không khí làm cho đường hàn bị dòn. Sau khi hàn, trên mặt đường hàn không có lớp xỉ phủ, đường hàn nguội nhanh. Do nguội nhanhư nên các bọt khí trong đường hàn không thoát ra kịp để lại các lỗ rỗng. Cũng do nguội nhanh, đường hàn có những vết nứt nhỏ, cường độ không đảm bảo. Loại que hàn này dùng để hàn những bộ phận không chịu lực.
Que hàn có thuốc bọc gồm hai loại: Loại có lớp thuốc mỏng và loại có lớp thuốc dày.
Loại có lớp thuốc mỏng: Lớp thuốc chiếm 1% khối lượng que hàn. Lớp thuốc chỉ có tác dụng làm tăng Ion để ổn định hồ quang điện, không có tác dụng ngăn cách hồ quang với không khí và tạo ra lớp xỉ phủ nên vẫn không khắc phục được nhược điểm của que hàn trần.
Que hàn có lớp thuốc bọc dày: Lớp thuốc chiếm 30% khối lượng que hàn. Lớp thuốc này dày 1, 5mm. Loại que hàn này khắc phục được nhược điểm của hai loại nói trên.
Theo TCVN 338: 2005 Kết cấu thép – Tiêu chuẩn thiết kế thì que hàn có các loại: N42, N42 – 6B, N46, N46 – 6B, N50, N50 – 6B.
Trong thực tế, nếu dùng loại que hàn có lớp thuốc bọc khó cháy thì khi hàn hồ quang cháy trong lòng lớp thuốc bọc, ngăn cách được không khí, tập trung được nhiệt nên tốc độ hàn nhanh, lớp rãnh hàn được che kín bằng lớp thuốc khó cháy, giảm đợc 50% khối lượng que hàn, chất lượng đường hàn tốt. Để chọn que hàn cho phù hợp với loại thép xem phụ lục 13.
Phân loại đường hàn - kí hiệu đường hàn trong bản vẽ thiết kế thi công xây dựng nhà kho nhà xưởng
Các loại đường hàn
Đường hàn chia làm hai loại: Đường hàn đối đầu và đường hàn góc.
Đường hàn đối đầu
Đường hàn đối đầu dùng để nối hai bản thép cùng nằm trên một mặt phẳng. Để rãnh hàn có thể thấm từ trên xuống dới thì tuỳ theo thép cơ bản dày hay mỏng mà quyết định chọn khoảng cách giữa các thép cơ bản với nhau.
Nếu chiều dày thép cơ bản δ ≤ 10mm thì đặt khoảng cách a=0, 3-0, 5mm.
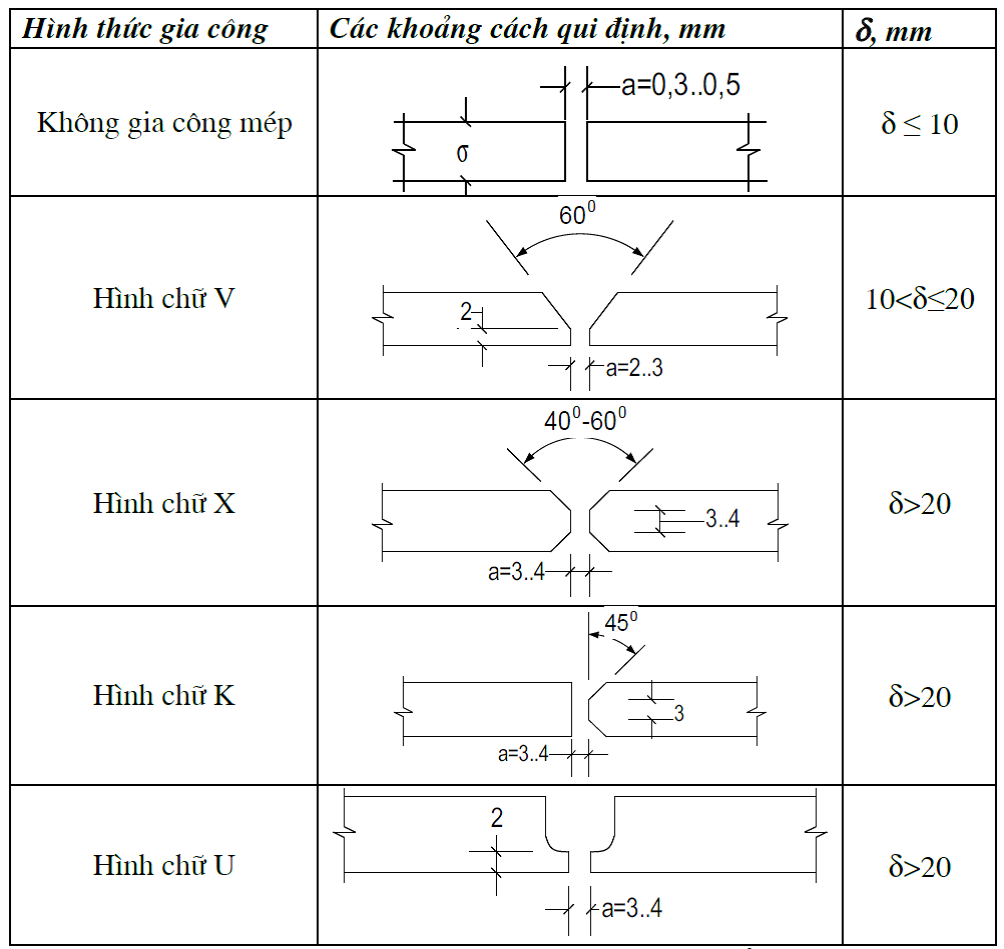
Nếu chiều dày lớp thép cơ bản lớn hơn 10mm để rãnh hàn đủ thấm sâu, ngoài những khoảng cách a ra còn phải gia công mép thép cơ bản thép qui định theo bảng 6. 1
Bảng 6. 1 Các hình thức gia công mép thép cơ bản
Đường hàn đối đầu có ưu điểm là đường truyền lực đi thẳng không gây hiện tượng dồn ép trong đường hàn, do đó khả năng chịu lực tốt. Nhưng có nhược điểm tốn công gia công mép thép cơ bản và khó định vị khi hàn.
Giá trị đường hàn góc cho thi công xây dựng nhà kho, nhà xưởng dân dụng
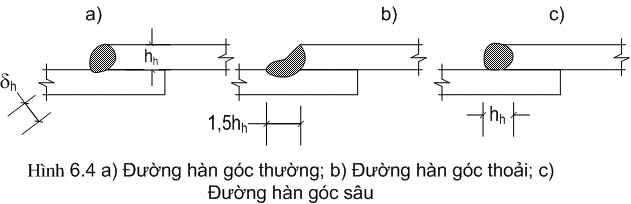
Đường hàn góc dùng để hàn hai thép cơ bản không cùng nằm trên một mặt phẳng. Đường hàn góc có ưu điểm không phải gia công mép thép cơ bản nh- ng có nhược điểm là đường truyền lực đi qua đường hàn không thẳng, gây uốn cục bộ làm đòng hàn bị dồn ép vào góc. Đường hàn phát sinh ứng suất cục bộ ở góc đường hàn. Để hạn chế hiện tượng tập trung ứng suất người ta làm đường hàn thoải hay đường hàn sâu
Kí hiệu đường hàn
Theo điều kiện chế tạo, phân ra hai loại: Đường hàn ở xởng và đường hàn dựng lắp ở công trường. Đường hàn này được kí hiệu như bảng 6. 2
Bảng 6. 2 Kí hiệu các loại đường hàn
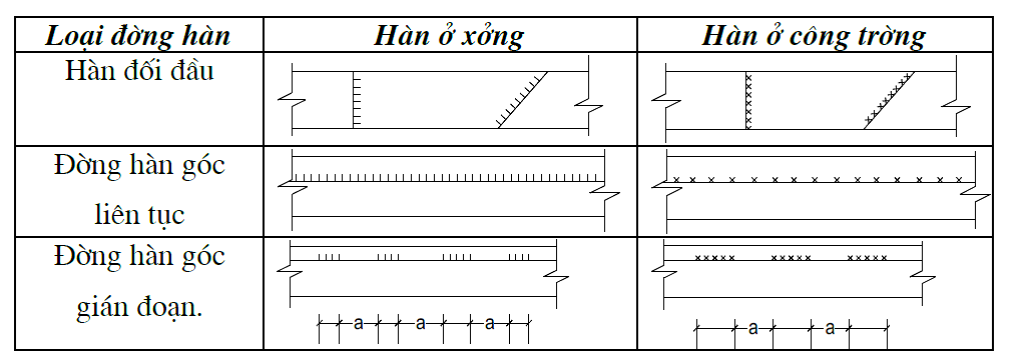
Trong bảng trên: a ≤ 15 δmin với cấu kiện chịu nén a ≤ 30 δmin với cấu kiện chịu kéo hoặc các bộ phận cấu tạo.
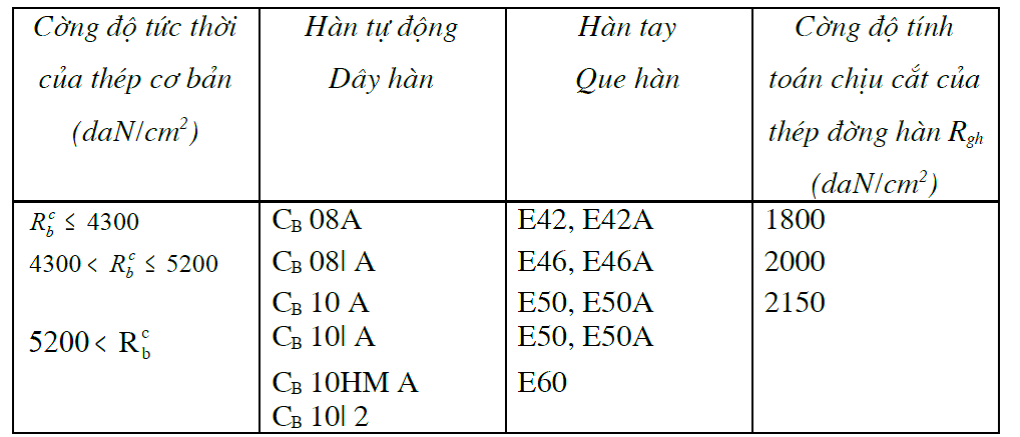
Cường độ đường hàn
Cường độ đường hàn phụ thuộc vào chất lượng que hàn (lõi kim loại, lớp thuốc bọc), loại thép cơ bản, loại đường hàn. Thực nghiệm đã xác định được c- ờng độ các đường hàn (xem bảng 6. 3)
Bảng 6. 3 Chọn que hàn, dây hàn và cường độ tính toán của thép đường hàn Rgh trong đường hàn góc
Ứng suất hàn, biến hình hàn và các biện pháp đề phòng
Khi hàn vùng xung quanhư đường hàn bị đốt nóng. Khi nguội đường hàn co ngót, tại các vùng ở thép cơ bản không bị đốt nóng tạo thành ngàm tự nhiên cản trở co ngót của vùng nóng chảy. Xung quanhư đường hàn và thép cơ bản xuất hiện lực kéo gây biến hình hàn.
Ứng suất hàn nhỏ làm cho vùng xung quanhư đường hàn có những vết rạn nứt nhỏ, còn biến hình lớn sẽ làm ảnh hưởng tới khả năng sử dụng của kết cấu như hiện tượng cong, vênh,....
Sau đây là một số biện pháp để tránh hiện tượng biến hình hàn:
Khi thiết kế chỉ dùng vừa đủ tiết diện đường hàn như tính toán yêu cầu.
Tránh các đường hàn thừa, các đường hàn cắt nhau hay các đờn hàn song song đi gần nhau quá dễ sinh ra hiện tượng tăng nhiệt làm tăng biến hình.
Khi gia công phải chọn thứ tự hàn hợp lí.
Uốn cong ngợc kết cấu trước khi hàn, sau khi hàn sẽ biến hình trở lại trạng thái bình thường.
Đốt nóng thép cơ bản trước khi hàn.
Sau khi hàn, nếu kết cấu đã có biến hình có thể dùng các biện pháp tác đụng cơ bọc hoặc nhiệt độ để nắn lại theo yêu cầu sử dụng.