Dầu gốc khoáng được sản xuất bằng phương pháp chưng cất chân không, phần cặn chưng cất khí quyển dầu thô (dầu mỏ).
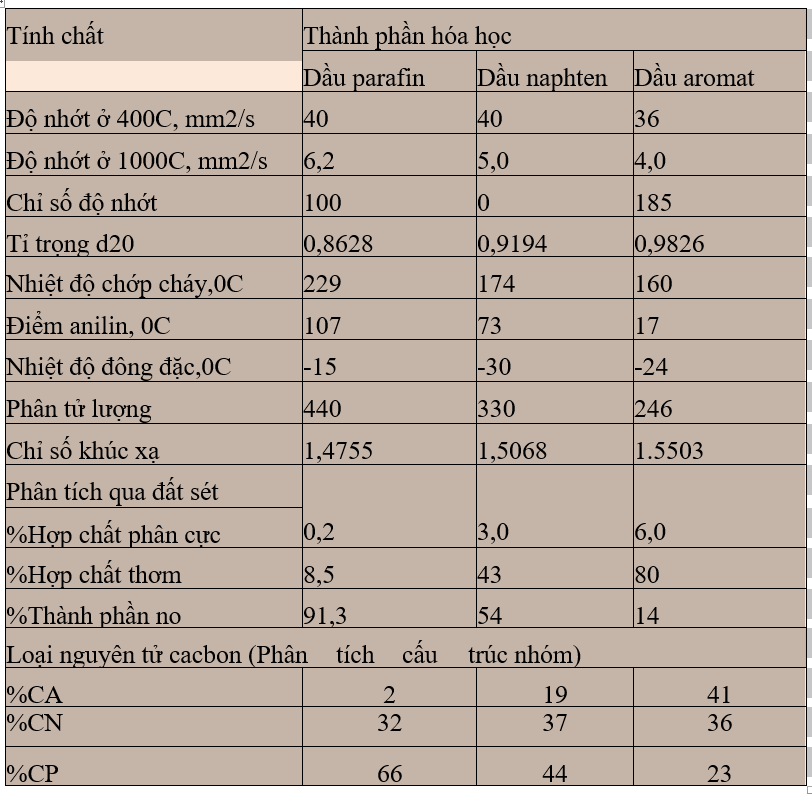
Phân loại dầu mỏ dựa vào bản chất hoá học có nghĩa là dựa vào thành phần của các loại hydrocacbon có trong dầu. Nếu trong dầu, họ hydrocacbon nào chiếm phần chủ yếu thì dầu mỏ sẽ mang tên loại đó. Phân loại theo thành phần hydrocacbon được thể hiện qua bảng 1.1.
Bảng 1.1 Đặc tính vật lý hóa học của các loại dầu khoáng khác nhau
Các parafin mạch thẳng, dài là loại sáp rắn nên hàm lượng của chúng trong dầu bôi trơn phải giảm tới mức nhỏ nhất, đặc biệt đối với dầu bôi trơn sử dụng ở nhiệt độ thấp.
Mặt khác, đối với iso-parafin là thành phần rất tốt trong dầu bôi trơn vì chúng có độ ổn định và tính nhiệt nhớt tốt. Mạch nhánh iso-parafin càng dài thì đặc tính này càng thể hiện rõ ràng hơn. Tương tự như vậy đối với hydrocacbon vòng no và vòng thơm.
Số vòng ngưng tụ càng nhiều mà mạch nhánh parafin càng ngắn thì tính chất nhiệt nhớt của hydrocacbon càng kém và càng không thích hợp để làm dầu bôi trơn.
Trong thực tế, dầu gốc khoáng là hỗn hợp của các phân tử đa vòng có đính nhánh parafin, naphten hoặc aromat tuỳ thuộc vào loại hydrocacbon nào chiếm ưu thế. Dầu aromat không được dùng làm dầu bôi trơn.
Việc lựa chọn dầu gốc để pha chế chất bôi trơn phụ thuộc vào độ nhớt, mức độ tinh chế, độ ổn định nhiệt độ và khả năng tương hợp với các chất phụ gia khác hoặc vật liệu mà dầu bôi trơn sẽ tiếp xúc trong quá trình sử dụng.
Dầu với hàm lượng parafin cao và hợp chất vòng thơm thấp sẽ thích hợp hơn trong việc sử dụng để pha trộn dầu cắt gọt vì chúng:
+ Có tính chống oxy hoá tự nhiên tốt hơn.
+ Có tính ổn định độ nhớt tốt hơn khi nhiệt độ thay đổi.
+ Ít gây hại cho da
+ Ít gây những sự cố làm phòng hoặc phá huỷ chi tiết bằng cao su xung quanh máy công cụ.
+ Màu nhạt tăng tính hấp dẫn của sản phẩm.
Dầu có độ nhớt cao sẽ gia tăng khả năng bôi trơn và chịu tải, tuy nhiên nó có khuynh hướng làm kết dính với mạt kim loại nhiều hơn và có vấn đề dầu bị kéo ra ngoài.
Dầu có độ nhớt thấp có thể làm thoát phoi nhanh, nhiều hơn ở vùng cắt, dụng cụ cắt. Việc này đặc biệt trong khoan lỗ sâu và gia công chuốt. Chúng có thể tiến sâu và làm ướt bề mặt kim loại nhanh hơn, và có thể mang phụ gia vào vùng cắt nhanh hơn.
Để dầu nhũ gia công kim loại hoạt động tốt, dầu gốc khoáng phải có độ nhớt phù hợp, không quá cao cũng không quá thấp. Vì nếu độ nhớt quá thấp sẽ làm cho dầu nhũ gia công kim loại chảy qua chi tiết quá nhanh, làm cho sự tiếp xúc với các chi tiết gia công không đủ lâu để truyền nhiệt ra ngoài với số lượng phù hợp và thoát phoi hợp lý.
Trong gia công kim loại dầu gốc phù hợp cho pha chế dầu nhũ gia công kim loại có độ nhớt ở 400C nằm trong khoảng 7÷30 cSt để đảm bảo tính năng bôi trơn và làm mát tốt.
Dựa trên nguồn nguyên liệu trên thị trường và nguồn nguyên liệu có sẵn trên thị trường. Chúng tôi lựa chọn dầu biến thế. Dầu này có độ nhớt động học ở 400C vào khoảng 10,2 cSt.